
The Complete Guide to Hot Runner Systems in Plastic Injection Molding
What is a Hot Runner? Plastic injection molding is one of the most efficient manufacturing processes in the modern world, responsible for producing billions of parts across industries ranging from medical devices to automotive components and consumer products.
But behind every molded part lies a critical system that determines how molten plastic flows into the mold: the runner system.
For decades, manufacturers relied on cold runner molds, where plastic flowing through the mold channels would cool and solidify during every cycle. While effective, this method introduced material waste, longer cycle times, and limitations in mold design.
The development of hot runner systems fundamentally changed this process.
By maintaining molten plastic inside the mold using heated components, hot runner systems eliminate runner waste, improve efficiency, and enable more precise control over how plastic fills each cavity.
Today, hot runner technology is a cornerstone of modern injection molding – and understanding how it works is essential for engineers, mold designers, and manufacturers alike.

Contact +1 (908) 281-0055 or sales@polymercleaning.com to discuss your Hot Runner Systems today! Experts in High Quality Hot Runner Parts, Repair, & Maintenance for all OEM.
Hot Runner Systems: A Brief Summary
A hot runner system is a network of heated components installed inside an injection mold that transports molten plastic from the injection molding machine nozzle to the mold cavities while keeping the plastic in a molten state throughout the process. Unlike cold runner systems, where plastic in the runner channels solidifies and must be ejected with every cycle, hot runner systems maintain continuous melt flow using heaters and temperature control systems. This results in:
- no runner scrap
- faster cycle times
- improved part consistency
- better surface finish
In simpler terms, a hot runner acts as a heated extension of the injection molding machine, allowing molten plastic to move directly into the mold cavities without creating excess material waste.
Hot Runner FAQ
What is a hot runner system used for?
A hot runner system is used to keep molten plastic flowing inside an injection mold, allowing it to be injected directly into the mold cavities without creating solidified runner waste. This improves efficiency, reduces material waste, and enhances part quality.
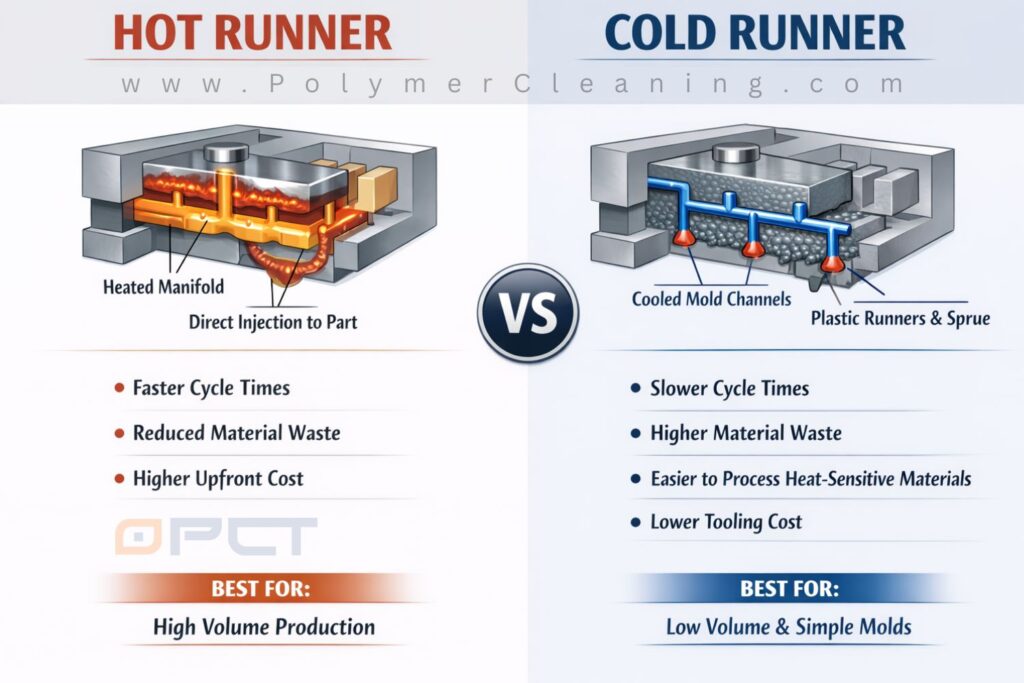
What is the difference between a hot runner and a cold runner?
A hot runner keeps plastic molten inside heated channels, while a cold runner allows the plastic to cool and solidify after each cycle. Cold runners produce waste material, whereas hot runners eliminate it.
Why are hot runner systems more efficient than cold runners?
Hot runner systems eliminate runner scrap and reduce cooling time, allowing for faster cycle times and lower material consumption. This makes them more efficient in high-volume production.
Are hot runner systems more expensive?
Hot runner molds typically have a higher upfront cost due to their complexity, but they often reduce long-term manufacturing costs through material savings and faster production.
What industries use hot runner systems?
Hot runner systems are commonly used in packaging, medical device manufacturing, automotive components, and consumer products where high-volume and consistent quality are required.
Do hot runner systems require more maintenance?
Yes, hot runner systems require regular maintenance, including heater checks, thermocouple calibration, and cleaning to prevent material buildup and ensure consistent performance.
How long do hot runner systems last?
With proper maintenance and operation, hot runner systems can last for many years and support millions of molding cycles.
Can all molds use hot runner systems?
Not all molds require hot runners. They are most beneficial in high-volume production, complex molds, or applications where material waste reduction is critical.
Hot Runner vs Cold Runner Systems
Before understanding why hot runners became the industry standard for many applications, it helps to compare them directly to traditional cold runner systems. The most important distinction between hot and cold runners is how the runner material behaves during the molding cycle.
To understand the value of hot runner systems, it helps to start with the limitations of cold runner molds.
In a cold runner system:
- Molten plastic fills both the part cavity and runner channels
- The entire system cools and solidifies
- The runner is ejected along with the molded part
This creates excess plastic that must either be discarded or reprocessed.
Cold Runner Limitations
| Issue | Impact |
|---|---|
| Runner Scrap | Increased material cost |
| Longer Cooling Time | Slower production cycles |
| Secondary Operations | Additional labor required |
| Inconsistent Flow | Reduced part quality |
As manufacturing scaled and material costs increased, these inefficiencies became more significant.
Hot runner systems were developed to eliminate these limitations by keeping the runner channels molten instead of allowing them to solidify.
How a Hot Runner System Works
The process follows a continuous path:
- Plastic is melted in the injection molding machine
- Molten plastic enters the mold through the sprue bushing
- The hot runner manifold distributes the melt
- Heated nozzles deliver plastic into the cavities
- The part cools while the runner remains molten
The key difference is that the runner system never solidifies, allowing it to remain active for the next injection cycle.
System Comparison
| Feature | Hot Runner | Cold Runner |
|---|---|---|
| Runner Material | Remains molten | Solidifies each cycle |
| Waste | None | High |
| Cycle Time | Faster | Slower |
| Part Quality | Higher consistency | Variable |
| Initial Cost | Higher | Lower |
Hot runners are typically preferred in high-volume production environments, where efficiency gains outweigh initial tooling costs.
Core Components of a Hot Runner System
A hot runner system consists of several critical components working together to control melt flow and temperature.
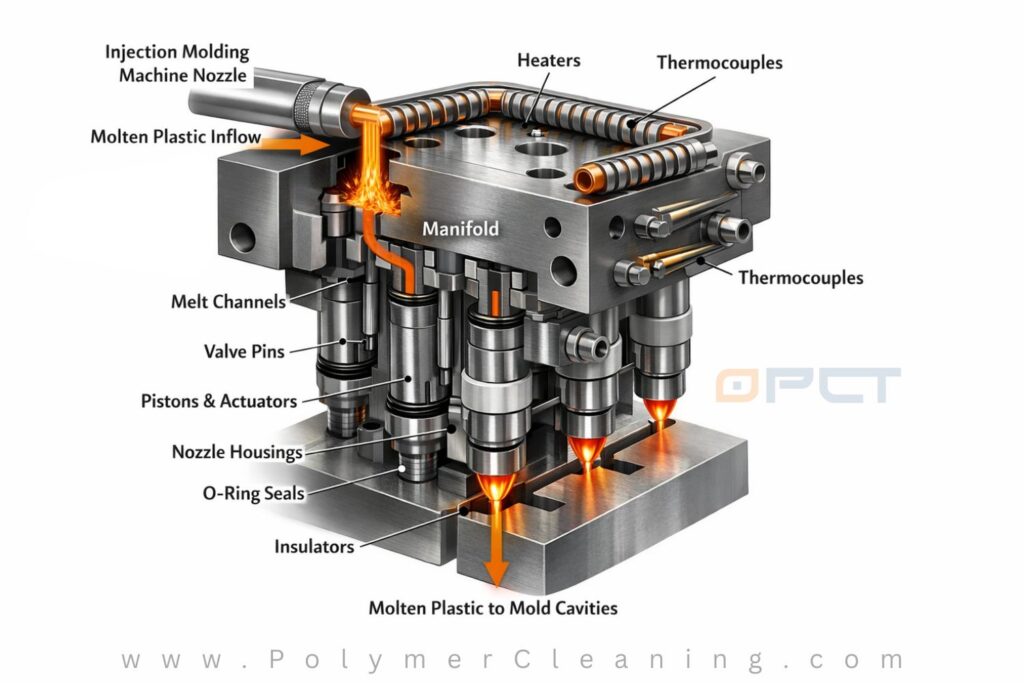
Primary Components Overview
| Component | Function |
|---|---|
| Manifold | Distributes molten plastic to each cavity |
| Nozzles | Deliver melt into the mold cavities |
| Nozzle Tips | Control gate entry and flow characteristics |
| Heaters | Maintain system temperature |
| Thermocouples | Monitor temperature |
| Controller | Regulates heat zones |
Hot Runner Manifold
The manifold is the central distribution hub of the system.
It receives molten plastic from the injection molding machine and directs it through internal melt channels to each nozzle.
Proper manifold design ensures:
- balanced flow to all cavities
- consistent pressure distribution
- uniform part quality
👉 Read ‘Hot Runner Manifolds: Explained’
Hot Runner Nozzles
Nozzles transport molten plastic from the manifold into the mold cavities.
They must maintain temperature stability while minimizing heat transfer to surrounding mold plates.
Each nozzle includes:
- internal melt channel
- heater system
- thermocouple
- tip assembly
👉 View PCT Nozzle Tip Insulators
Heaters and Thermocouples
Hot runner systems rely on precise temperature control.
Heating and Monitoring Components
| Component | Role |
|---|---|
| Cartridge Heaters | Heat manifolds |
| Coil Heaters | Heat nozzle bodies |
| Thermocouples | Measure steel temperature |
| Controllers | Adjust heat output |
Maintaining stable temperature is critical to preventing material degradation and ensuring consistent melt flow.
Hot Runner System Gate Types
Hot runner systems are often categorized by how melt enters the cavity at the gate and how that flow is controlled during the injection cycle. This distinction is important because gate style has a major impact on part appearance, gate vestige, flow control, cycle performance, and the range of applications a mold can handle successfully.
In practical terms, the gate is one of the most critical transition points in the entire hot runner system. It is where pressurized molten resin leaves the heated nozzle and enters the part cavity. Because of that, the gate design influences not only filling behavior, but also pack pressure transfer, gate seal-off, cosmetic finish, stringing risk, and overall part consistency.
The two most common hot runner gate styles are open gate systems and valve gate systems. Each has clear strengths, limitations, and ideal use cases.
Open Gate Systems
- Direct melt flow into cavity
- Simpler design
- Lower cost
Open gate systems allow molten plastic to flow directly from the heated nozzle into the cavity without a mechanically actuated pin closing the gate. In other words, the melt path remains open, and flow is controlled primarily by injection pressure, material behavior, gate geometry, and temperature management.
Because there are fewer moving components, open gate systems are generally simpler to design, install, and maintain than valve gate systems. They are often more economical upfront and are commonly used in applications where ultimate gate cosmetics or highly precise flow shutoff are not the top priority.
That simplicity is one of their biggest advantages. With fewer mechanical parts involved, open gate systems can reduce hardware complexity and eliminate some of the maintenance associated with moving valve components. For many molded parts, especially where a small visible vestige is acceptable, open gating can provide a practical and cost-effective solution.
Limitations include:
- possible stringing
- visible gate vestige
These limitations are important because an open gate does not physically shut off melt flow at the gate with a pin. Instead, the system relies on material behavior and thermal control to achieve clean gate freeze-off. If temperatures are too high, viscosity is too low, or the material is especially prone to drool, the result can be stringing, gate drool, or inconsistent vestige.
A visible gate vestige is also more common in open gate systems because there is no mechanical pin to create a cleaner gate break. In many commodity or non-cosmetic parts, this is acceptable. In highly visible consumer parts, however, gate appearance can become a deciding factor in system selection.
Where Open Gates Often Make Sense
Open gate systems are commonly used when:
- slight gate vestige is acceptable
- lower tooling cost is a priority
- part geometry and resin behavior allow stable gate freeze-off
- cosmetic requirements are moderate rather than extreme
- the application does not require individual gate timing or sequencing
They can be a strong fit for many packaging, consumer, industrial, and general-purpose molded parts, depending on material and design requirements.
Valve Gate Systems
- Mechanically controlled valve pin
- precise flow control
- no gate vestige
Valve gate systems use a mechanically actuated valve pin to open and close the gate during the molding cycle. Instead of relying solely on resin freeze-off at the gate, the valve pin physically controls melt entry into the cavity and provides a defined shutoff point.
This mechanical control gives valve gate systems a major performance advantage in demanding applications. Because the gate is opened and closed intentionally, processors gain tighter control over filling behavior, gate seal, and the timing of resin flow. This can improve part consistency, reduce stringing and drool, and produce a cleaner gate area compared to open gate designs.
One of the biggest benefits is the ability to achieve little to no visible gate vestige in many applications. That makes valve gating especially attractive in parts where surface appearance matters, where functional gate quality is critical, or where flow timing needs to be tightly controlled across multiple cavities.
Why Valve Gates Are Considered More Precise
Valve gate systems can improve control in several ways:
- cleaner gate shutoff
- reduced drool and stringing risk
- better cosmetic gate appearance
- more controlled cavity filling
- improved ability to sequence fill in complex molds
In some molds, valve pins can also be sequenced to control how different areas of a part fill. This is particularly useful in large parts, family molds, or complex geometries where weld line placement, air entrapment, or fill progression must be carefully managed.
That said, valve gate systems also involve more engineering and more hardware. The addition of valve pins, actuation mechanisms, and tighter alignment requirements generally makes them more complex and more expensive than open gate alternatives. They also require precise mechanical setup and ongoing maintenance to ensure consistent pin movement and gate sealing.
Choosing Between Open Gate and Valve Gate Systems
The choice between open and valve gate designs is not simply about which one is “better.” It depends on the part, resin, cosmetic standards, mold complexity, and production goals.
In general:
- Open gate systems are favored for simplicity, lower cost, and applications where a small vestige or some gate visibility is acceptable.
- Valve gate systems are favored when gate appearance, shutoff precision, fill control, or advanced sequencing capability are more important.
A processor molding a simple industrial component may see little reason to absorb the extra cost of valve gating. On the other hand, a manufacturer producing cosmetic automotive parts, medical components, or tight-tolerance engineered products may view valve gating as essential.
Gate type affects much more than just the final look of the gate area. It can influence:
- part appearance
- cavity balance behavior
- risk of stringing or drool
- pressure transfer into the cavity
- weld line control
- filling consistency
- maintenance demands
- total tooling cost
That is why gate selection is such an important part of hot runner engineering. The right gate style helps match the hot runner system to the part’s actual performance requirements, rather than forcing the process to compensate for a design that is not ideal.
In the end, open gate and valve gate systems both play an important role in modern injection molding. The best choice comes down to balancing cost, complexity, cosmetic requirements, and processing precision for the specific application.
Engineering Challenges of Hot Runner Systems
Despite their efficiency and production advantages, hot runner systems are not simple “set-and-forget” technologies. They are precision-engineered thermal and flow-control systems operating under high heat, high pressure, and tight dimensional tolerances. Small imbalances in temperature, pressure, or melt flow can quickly translate into cosmetic defects, dimensional inconsistency, gate issues, stringing, drool, short shots, or unnecessary scrap.
Unlike cold runner tooling, where the runner solidifies and is ejected with the part, hot runner systems must maintain resin in a controlled molten state from the manifold through the nozzle and gate area. That means processors and tooling engineers are managing a live melt delivery system throughout the entire molding cycle. The design window can be narrow, especially in multi-cavity molds, thin-wall applications, engineered resins, or parts with strict cosmetic and dimensional requirements.
For a hot runner to perform consistently, several engineering variables must work together at the same time.
Key Engineering Factors
| Factor | Importance |
|---|---|
| Thermal Balance | Ensures uniform melt viscosity |
| Flow Balance | Ensures equal cavity filling |
| Thermal Expansion | Prevents mechanical stress |
| Pressure Drop | Controls injection consistency |
Thermal balance is critical because polymer viscosity changes with temperature. If one drop or nozzle runs hotter than another, the melt can flow more easily in one path than another, causing cavity-to-cavity variation. In multi-cavity molds, poor thermal balance often shows up as fill imbalance, weight variation, flash in some cavities, and short shots in others.
Flow balance refers to the even distribution of melt to each cavity. In naturally balanced systems, runner geometry is designed so that melt reaches each cavity under similar conditions. In valve gate or complex manifold systems, processors may also rely on sequencing and process tuning to maintain balance. Poor flow balance can create uneven fill patterns, inconsistent gate vestige, dimensional differences, and variable packing behavior.
Thermal expansion becomes a major mechanical design concern because manifold components, nozzles, plates, and support hardware all expand as system temperature rises. A properly engineered system must account for this movement so sealing surfaces remain intact and components do not experience excessive stress. If expansion is not properly managed, the result can be leaks, component wear, nozzle misalignment, or premature failure.
Pressure drop affects how efficiently melt moves through the hot runner and into the cavities. Excessive pressure loss through manifolds, nozzles, gates, or long flow paths can make processing more difficult and reduce consistency from shot to shot. This is especially important in high-cavitation molds, high-viscosity materials, and thin-wall parts where process windows are already tighter.
Material Temperature Sensitivity
Different polymers also place very different demands on hot runner design and processing. Some materials have broad processing windows and are relatively forgiving, while others are highly sensitive to heat history, residence time, or localized overheating.
| Material | Melt Temp | Risk Level |
|---|---|---|
| PP | 200–230°C | Low |
| ABS | 220–260°C | Medium |
| PC | 270–320°C | High |
| Nylon | 260–300°C | High |
| PET | 260–290°C | Very High |
Improper temperature control can lead to degradation, flow issues, or defects.
Why Some Materials Are More Demanding
Polypropylene (PP) is generally more forgiving in hot runner applications because it has a relatively broad processing window and lower sensitivity to thermal degradation compared to many engineering resins. That said, poor control can still lead to stringing, drool, or inconsistent gate freeze behavior.
ABS requires more caution because overheating can affect surface quality, color stability, and part consistency. Maintaining stable melt conditions is important, especially in cosmetic applications.
Polycarbonate (PC) is more temperature-sensitive and typically requires careful control of both melt temperature and residence time. If PC sits too long at elevated temperature or sees localized hot spots, degradation and visual defects can occur.
Nylon can be challenging because it is sensitive not only to processing temperature but also to moisture management. A hot runner system processing nylon must maintain stable thermal conditions while the material itself must be properly dried before molding.
PET is one of the more demanding materials in hot runner applications. It is highly sensitive to residence time, shear, and thermal history, which means manifold design, gate design, and process control all become especially important. Even small deviations can contribute to degradation, haze, acetaldehyde issues, or other part-quality concerns depending on the application.
👉 View PET Hot Runner Parts
Common Engineering Failure Points
When hot runner systems are not properly designed, maintained, or tuned, the resulting problems often show up in predictable ways:
- Uneven cavity filling from poor thermal or flow balance
- Gate drool or stringing from incorrect nozzle temperature or gate design
- Material degradation from excessive residence time or overheating
- Color streaking or contamination from dead spots or incomplete purging
- Leaks and seal failures from thermal expansion issues or poor assembly practices
- Process instability from excessive pressure drop or inconsistent heat control
In practice, the engineering challenge of a hot runner system is not simply to keep plastic hot. It is to keep the melt at the right temperature, moving at the right rate, through the right path, with enough consistency to produce repeatable parts cycle after cycle.
Hot Runner Maintenance and Cleaning
Routine maintenance is critical for long-term hot runner reliability, process stability, and part quality. Even a well-designed system can become a source of downtime, scrap, and costly troubleshooting if heaters drift, thermocouples become inaccurate, carbonized material builds up, or wear surfaces go unchecked. We’ll briefly cover core maintenance information here.
For a complete guide to keeping your hot runner system healthy, read ‘Hot Runner Manifold Cleaning & Maintenance Essentials’.
Hot runner maintenance should be approached as a preventive discipline, not just a repair response after failure. Many issues that appear to be “processing problems” are actually maintenance problems in disguise. Inconsistent temperatures, slow color changes, recurring gate defects, leaking components, or unexplained cavity variation often trace back to worn parts, heater issues, contamination, or buildup inside the system.
General Preventive Maintenance Tasks
| Task | Purpose |
|---|---|
| Heater Testing | Detect failures |
| Thermocouple Checks | Ensure accuracy |
| Cleaning | Remove buildup |
| Inspection | Prevent downtime |
Practical Maintenance Priorities for Hot Runner Systems
A strong preventive maintenance program usually focuses on the following areas:
- Electrical health: heater continuity, resistance checks, connector condition, and wiring integrity
- Temperature control accuracy: thermocouple response, calibration confidence, and controller consistency
- Melt path cleanliness: buildup, contamination, char, degraded resin, or color residue
- Mechanical integrity: sealing surfaces, nozzle seating, manifold support, valve pin wear, and expansion-related fit issues
- Process history: recurring alarms, slow heat-up, unstable zones, gate defects, or cavities that repeatedly behave differently from the rest
This is especially important in systems running color changes, heat-sensitive engineering resins, regrind-heavy processes, or long production campaigns where residue and thermal exposure can accumulate over time.
General Cleaning Methods
| Method | Use Case |
|---|---|
| Chemical | Light residue |
| Thermal Burnout | Heavy carbon |
| Ultrasonic | Precision cleaning |
| Manual | Local blockages |
Chemical cleaning is often used for lighter residue, color contamination, or routine material changeover support. Specialized purge compounds or approved chemical cleaning agents can help remove deposits without full disassembly in some situations, though they must always be matched to the resin and system requirements.
Thermal burnout is commonly used when heavy carbon buildup, severely degraded material, or stubborn internal contamination must be removed. This approach can be effective, but it must be done carefully and according to component and equipment limitations, since excessive heat or improper handling can damage parts or affect tolerances.
Ultrasonic cleaning is useful for precision components where fine passages, detailed geometries, or delicate surfaces require a more controlled cleaning approach. It is often beneficial for smaller parts, nozzle components, and items that need thorough residue removal without aggressive manual scraping.
Manual cleaning is typically reserved for local blockages, accessible residue, or targeted cleanup of specific components. This method must be performed carefully to avoid scratching critical surfaces, altering dimensions, or damaging sealing areas that are essential for reliable hot runner operation.
Common Causes of Hot Runner Fouling and Maintenance Issues
Many cleaning and maintenance problems stem from avoidable root causes, including:
- excessive residence time at temperature
- improper shutdown or startup procedures
- poor purging between material or color changes
- overheating in one or more zones
- moisture-related material issues
- contamination from degraded resin or foreign material
- neglected heater or thermocouple drift
Over time, these conditions can produce carbon deposits, dead spots, flow restrictions, black specks, color streaking, and gate-related defects that are difficult to solve through processing changes alone.
Can’t locate your hot runner issue? Use PCT’s free Hot Runner Troubleshooting Assistant to review possible inspection areas based on production symptoms.
👉 Read ‘Hot Runner Manifold Cleaning & Maintenance Essentials’
Where Hot Runner Systems Are Used
Hot runner systems are used across many areas of injection molding, but they provide the most value when manufacturers need to improve material efficiency, reduce cycle time, and maintain more consistent part quality. In practice, hot runners are most often chosen for production environments where the cost of runner waste, process variation, or slower throughput becomes too significant to ignore.
1. High-Volume Production
Hot runners are especially effective in high-volume molding programs where small gains per cycle create major long-term savings. By eliminating the cold runner, manufacturers reduce plastic waste, minimize regrind handling, and improve overall production efficiency.
This is common in applications such as:
- caps and closures
- packaging components
- consumer plastic products
- electrical components
- disposable molded parts
In these environments, the higher upfront tooling cost is often justified by lower material loss and better output over the life of the mold.
2. Multi-Cavity Molds
Hot runners are widely used in multi-cavity molds because balanced melt delivery becomes more important as cavity count increases. A well-designed manifold can help each cavity fill more consistently, improving part uniformity and reducing issues like short shots, flash, and weight variation from cavity to cavity.
This is especially useful for:
- high-cavitation packaging molds
- medical disposables
- connector housings
- small precision parts produced in large quantities
3. Expensive Engineering Resins
When molding costly engineering-grade materials, runner scrap becomes much more expensive. Hot runners help reduce wasted resin and are often preferred when processors are working with materials that are expensive, performance-critical, or less forgiving of regrind and contamination.
Typical use cases include parts molded from:
- nylon
- polycarbonate
- filled engineering resins
- specialty electrical or under-hood materials
In these applications, the value of material savings can be a major reason for choosing a hot runner system.
4. Thin-Wall and Cosmetic-Critical Parts
Hot runners are often used for thin-wall parts and appearance-sensitive components because they help maintain melt temperature closer to the gate and support more controlled filling. This can improve consistency in parts where appearance, gate quality, and fill performance all matter.
Common examples include:
- food packaging
- lids and containers
- consumer product housings
- automotive interior parts
- personal care packaging
For these parts, manufacturers are usually focused on achieving faster cycles while maintaining acceptable finish and part quality.
5. Precision, Medical, and Automated Production
Hot runners are also common in precision molding environments where repeatability and automation are important. Because there is no cold runner attached to the part, automation can be simpler, and the process can be more efficient for high-output production cells.
This is often seen in:
- medical components
- diagnostic consumables
- precision molded parts
- automotive connectors
- automated molding and assembly lines
In these cases, hot runners are valued not just for material savings, but for helping support cleaner, more repeatable production.
Hot runner systems are most commonly used when manufacturers need to produce parts at scale, reduce material waste, improve consistency across cavities, or meet tighter cosmetic and performance requirements.
Hot Runner Systems: Explained
Hot runner systems have revolutionized plastic injection molding by eliminating runner waste, improving efficiency, and enabling more precise control over melt flow.
By maintaining molten plastic within heated channels, these systems allow manufacturers to produce high-quality parts with greater consistency and reduced material costs.
Understanding how hot runner systems work – and how to properly maintain them – is essential for anyone involved in modern injection molding operations.
Polymer Cleaning Technology: Leading the Way in Hot Runner Services and Parts
With a reputation for precision and reliability, PCT helps manufacturers keep their hot runner systems operating at peak performance.
Services Offered
Hot Runner Cleaning
Specialized chemical-free cleaning systems remove polymer residue without damaging metal surfaces.
Hot Runner Maintenance
Thorough Inspection, Testing, Analysis, Assembly, and Comprehensive Reports.
Preventive Maintenance Programs
Tailored service schedules to suit production environments.
Component Repair & Refurbishment
Includes manifolds, heaters, nozzles, and temperature control systems.
Reverse Engineering & Custom Parts
Solutions for hard-to-find or discontinued OEM parts.
Parts Inventory
- Nozzle Tip Insulators
- Heaters (coils, bands, cartridges)
- Thermocouples
- Nozzle Tips
- Valve Pins
- Nozzle Housings
- Valve Bushings
- Pistons & Spacers
- Seal kits (O-Rings)
Related Reading
- Hot Runner Manifolds Explained
- Hot Runner Parts Guide
- Common Hot Runner Problems & Troubleshooting
*This information is to be used as a general guideline only. Speak to your system manufacturer directly for verified information regarding your Hot Runner System.
*Note: All numerical data and performance examples in this article are drawn from a combination of published supplier datasheets, standard tool-steel references, and aggregated field experience. Where specific case studies are presented, they represent illustrative or typical outcomes, not a controlled laboratory test. Actual results may vary depending on resin chemistry, cycle conditions, and maintenance intervals.
Find this information useful? Share with friends & colleagues:
Contact Information:
Polymer Cleaning Technology, Inc.
sales@polymercleaning.com
+1 (908) 281-0055